手机:18932767636
厂址:沧县薛官屯乡翕合屯
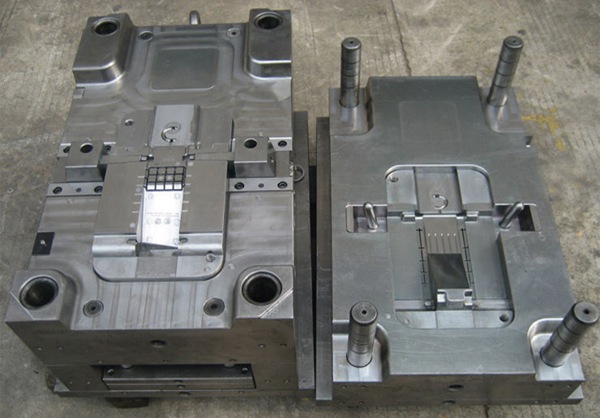
机箱机柜加工的生产速率还不错,操作简单,易于实现机械化和自动化机箱机柜的加工优点:
1、机箱机柜模具,因为金属冲压件的尺寸精度和形状精度,一般不破坏机箱机柜模具的表面质量,使用时间长,所以机箱机柜质量不乱。
2、机箱机柜加工,生产速率还不错,操作简单,容易实现机械化和自动化。这是因为机箱机柜模具和机箱机柜设备是依赖于精加工,每分钟可达几十次中风一般按数字,每分钟高达几百甚至几千倍的压力高,各次冲压行程就可能一个冲压。
3、机箱机柜一般无切屑自然,材料消耗少,并且不需要任意加热设备,它是本发明的加工方法可以节省材料和能源节约。
4、机箱机柜加工尺寸范围大,形状复杂的零件,如小时钟秒表,汽车纵梁,覆盖件,加上机箱机柜材料冷变形硬化效应,冲切强度和刚度都很高。
机箱机柜加工出现的问题:
1、在对铜、铝合金等软质材料进行连续作业而进行冲压弯曲时,金属微粒或残渣容易附着在作业部位的表面,在物品上产生大的划痕,此时,认真分析工作部位的形状、润滑油等情况,在空白中产生微粒子和残渣,不产生划痕。
2、毛刺面作为外表面进行五金冲压弯曲时,制件易产生裂纹和擦伤;故在五金冲压弯曲时应将毛刺面作为五金冲压弯曲内表面。
3、当金属冲压弯曲方向与材料轧制方向平行时,零件表面会出现裂纹,从而降低工件表面质量。当金属冲压弯曲超过两部分时,应尽可能金属冲压弯曲方向与轧制方向之间的角度。
4、为了实现木材加工精度的要求,经常采用底部冲压材料的金属冲压弯曲方式。因此,当金属冲压弯曲时,原料板上的弹簧、位置销孔、板板和回程孔等。成为压痕,所以,应该进行调整。
5、凸凹模间隙不应太小,间隙太小会引起变薄擦伤。在冲压过程中要时刻检查模具的间隙的变化情况。
6、凹模圆角半径太小,五金冲压弯曲部位出现冲击痕迹。对凹模进行抛光,加大凹模圆角半径,可以避免五金冲压弯曲件擦伤。
7、凸模进入凹模的太大时会产生零件表面擦伤,因此在不受回弹的影响的情况下,应适当的减少凸模进入凹模的。
机箱机柜在运用时有利于进步其金属资料的利用率,有用的削减资料的种类和标准,尽可能下降资料的耗费。在答应的情况下选用资料,尽可能使零件做到无废料及少废料冲裁。
起皱缺陷产生的根本原因是由于板料受到挤压,当平面方向的主、次应力达到程度时,厚度方向失稳。按照皱纹形成原因不同,可将其分为两种类型,一种是由于进入凹模腔内材料过多而形成的材料堆积起皱;二种是由于板料厚度方向失稳或拉应力不均匀而产生的失稳起皱。
为了该缺陷,具体的解决思路如下:
1、从产品设计角度考虑:尽量减小翻边高度;使造型剧变区域呈顺滑状态连接;对于产品易起皱部位可适当地增加吸料造型;
2、从机箱机柜工艺设计方面出发:增大压边力,控制进料速度;工艺补充增加圆形或方形拉延筋;在正确范围内增加成形工序;
3、对于机箱机柜材料的选择:在达到产品性能的情况下,对于一些易起皱的零件,应选用成形性不错的材料。